植物基飲品
Plant-based drinks production continues to expand as producers respond to changing consumer preferences, sustainability requirements, and quality expectations. Whether launching a new line, increasing capacity, or diversifying formulations, manufacturers must balance taste, texture, shelf life, and cost efficiency. Optimized process design, flexible technology choices, and reliable scale-up are essential to maintain consistent product quality across raw materials, markets, and production volumes

Process challenges and practical solutions
- Raw material variability impacts flavor and stability and feedstock-specific processing improves consistency
- High energy and water demand increases operating costs and optimized process integration reduces resource use
- Texture and mouthfeel inconsistencies limit product acceptance and controlled thermal and mechanical treatment enhances quality
- Scaling production risks quality deviation and modular systems support predictable scale-up
- Sustainability expectations pressure margins and efficient plant based solutions lower environmental impact
Plant-based drinks production requires precise coordination across raw material handling, thermal treatment, separation, and mixing to deliver consistent results at scale. Differences in protein content, fiber structure, and fat composition influence process behavior and final product quality, making tailored plant-based drinks processing essential.
By combining proven technologies with application-specific configuration, producers can protect taste, texture, and shelf life while improving energy efficiency and water utilization. Integrated plant based solutions also support higher yields, reduced waste streams, and reliable production of plant based beverages and plant protein drinks across global markets.
Start-ups
Are you looking to set up a new production plant for plant-based drinks? Our application experts can help you select the ideal processing equipment for a smooth scale-up from lab tests to commercial production.
Producers
If you are an existing plant-based drinks producer looking to expand, factors such as cleaning, uptime, operational and investment costs, and effective waste management significantly impact plant profitability. With the right equipment, Alfa Laval can help you uphold product quality and ensure high return on investment.
Dairies
Alternating between milk and plant-based drinks in your dairy can provide new revenue streams, but it also comes with new cleaning and waste handling requirements. We can help you upgrade your process line, and make sure your plant meets all regulatory demands.
Flexible processing across diverse plant raw materials
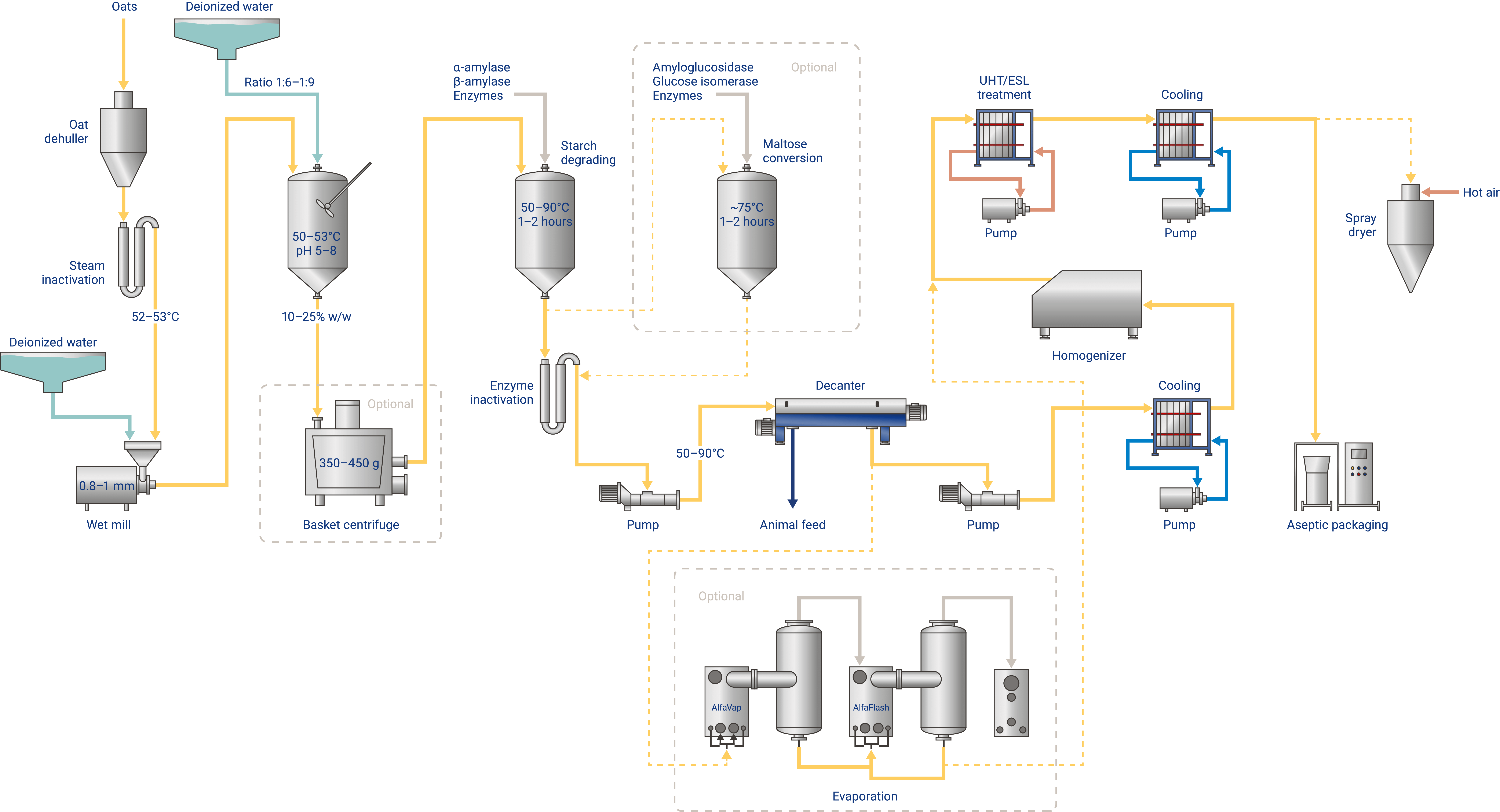
Different raw materials introduce unique processing challenges related to protein composition, starch behavior, oil content, and fiber structure. Effective plant based drinks processing adapts to these variations through tailored pretreatment, extraction, heat treatment, and separation. Equipment configurations designed for soybeans, oats, almonds, rice, coconuts, nuts, and fruit pulp enable consistent product characteristics while maximizing raw material utilization.
Process design tailored to plant-based beverage requirements
While no two production facilities are identical, plant-based drinks production generally follows a structured sequence from raw material preparation to final formulation. Process design focuses on reliability, hygienic operation, and efficient use of water and energy. Customizing each stage ensures stable performance while supporting long-term operational flexibility and consistent output quality across different plant-based beverages.
Key products













Plantastic taste. Protecting taste and texture through precise processing
The selection of equipment and process control directly influences taste, mouthfeel, and visual appearance. Accurate thermal treatment, gentle separation, and controlled mixing help preserve functional properties and prevent off-flavour or texture defects. Selecting the right heat exchangers, separation equipment, powder mixers, and flow handling equipment is critical to delivering high-quality plant protein drinks that meet market expectations.
Avoid coagulation and burnt products
All heating and pasteurization steps risk affecting taste negatively. If the product flow is too low and the temperature too high, proteins and sugars may cause a burnt taste in your plant based drink product. We help you avoid these problems by supplying you with heat exchangers optimized for your operating conditions and raw material.
Create the perfect texture and taste of your plant-based beverages
A perfect balance of solids and fats in your plant-based beverage is essential for great taste and texture, meaning separation stages are critical for product quality. We help you select the right separation equipment for your process, ensuring both high performance and sustainability.
Ensure hygiene and product safety
Spotless processing equipment is essential for both food safety and taste. Choosing inadequate equipment puts you at risk for cross-contamination between batches and residues of cleaning chemicals. The smooth surfaces and hygienic design of all Alfa Laval food processing equipment ensure it is easy to clean and that no residues remain after CIP.
Sustainable plant-based solutions for long-term competitiveness
Sustainability has become a defining factor in plant-based drinks production as customers increasingly evaluate environmental performance. Efficient plant-based solutions help reduce energy consumption, water usage, emissions, and waste without compromising product quality. Process optimization supports compliance with regulatory requirements while strengthening sustainability credentials across global supply chains.
Energy savings
Our unique pump and valve solutions not only use minimal electrical power during operation, but also enable substantial reductions in hot-water consumption thanks to Alfa Laval's unique burst seat cleaning technology. Alfa Laval heat exchangers also offer up to 94% heat recovery when you recover and reuse energy from hot process streams to save steam.
Water savings
Environmental impact and water conservation has become integral in sustainable business strategies for companies, large and small. Using Alfa Laval Unique Mixproof valves and ThinkTop control units, you can save up to 90% of the water and chemicals used during cleaning.
Waste reduction
Together with your preferred integrator, we can supply complete, customized treatment plants for industrial wastewater, and help you reduce your waste to a minimum, recover valuable by-products, and even implement zero-liquid-discharge (ZLD) solutions.
Transportation savings
If you are an ingredients manufacturer producing base liquids, there are great savings to be made in transport-related emissions and costs if you concentrate your product before shipping. At Alfa Laval, we have extensive experience supplying systems based on evaporation or membrane technology. We can help you find the optimum solution based on your requirements and operating conditions.
Perfecting the taste of plant-based drinks
With Alfa Laval PondCtrl™, you can easily adjust the separation in your decanter, making it possible to finetune the taste and mouthfeel of your plant-based beverage, all while the decanter is operating. Alfa Laval PondCtrl™ is an automated system for controlling the liquid level, the pond depth, in your decanter centrifuge.

Customer stories
Introducing a new heat treatment technology for oat beverage
When a liquid food producer in northern Europe was looking to replace an existing heat exchanger, which they used for heating up oat-based, they deviated from the conventional path by not choosing a shell & tube solution. Instead, they chose an HL8-WG from Alfa Laval’s Hygienic line.

Photo courtesy of Meadow Foods
